1. Introdución ao proceso HP-RTM
HP-RTM (High Pressure Resin Transfer Molding) é a abreviatura do proceso de moldeo por transferencia de resina de alta presión. É unha tecnoloxía de moldaxe avanzada que usa presión de alta presión para mesturar e inxectar resina nun molde selado ao baleiro pre-colocado con materiais reforzados con fibra e insercións predefinidas. A resina flúe polo recheo do molde, impregnación, curado e desmoldeo. , para obter o proceso de moldaxe de produtos compostos de alto rendemento e alta precisión. Ten as vantaxes de alta eficiencia, aforro de enerxía e protección ambiental, e foi amplamente utilizado en automóbiles, aeroespacial, electrónica e outros campos.
O proceso móstrase na Figura 1:
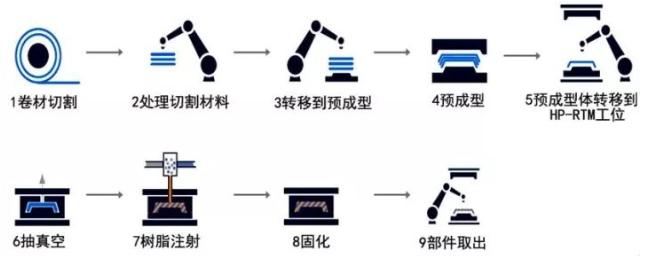
Figura 1 Diagrama esquemático do principio do proceso HP-PTM
2. Características do proceso HP-RTM
HP-RTM inclúe procesamento de preformas, inxección de resina, proceso de prensado e proceso de recorte. En comparación co proceso RTM tradicional, o proceso HP-RTM aumenta o proceso de prensado posterior á inxección, reduce a dificultade de inxección e recheo de resina, mellora a calidade de impregnación das preformas e acurta o ciclo de moldeo. As características específicas do proceso son as seguintes:
(1) Recheo rápido do molde. A resina enche rapidamente a cavidade do molde, ten un bo efecto de infiltración, reduce significativamente as burbullas e a porosidade, e a resina de baixa viscosidade aumenta moito a velocidade de inxección da resina e acurta o ciclo do proceso de moldeo.
(2) Resina altamente activa. A velocidade de reacción de curado da resina aumenta e o ciclo de curado da resina acúrtase. Adopta un sistema de resina de curado rápido de alta actividade e adopta equipos de mestura e inxección de alta presión de alta eficiencia para lograr unha mellor uniformidade de mestura da matriz de resina. Ao mesmo tempo, requírese un ambiente de alta temperatura durante o moldeado, o que mellora moito a velocidade de reacción de curado da resina, acurta o ciclo de produción e estabiliza o proceso. Alta estabilidade e repetibilidade,
(3) Use axente de liberación interno e sistema de autolimpeza para mellorar a eficiencia de limpeza do equipo. Utilízase a tecnoloxía de autolimpeza do cabezal de mestura de inxección e engádese un compoñente de axente de liberación interno á materia prima para mellorar eficazmente a eficiencia de limpeza do equipo. Ao mesmo tempo, o efecto superficial do produto é excelente e a desviación do grosor e da forma son pequenas. Consiga unha produción de baixo custo e ciclo curto (grande volume) de alta calidade.
(4) Use tecnoloxía de baleiro rápido no molde. O contido de poros nas pezas redúcese e o rendemento das pezas mellórase. Reduce eficazmente o contido de poros do produto, mellora a eficiencia de impregnación da fibra, mellora a capacidade de unión da interface entre fibra e resina e mellora a calidade do produto.
(5) Combinando o baleiro co proceso de moldeo por compresión despois da inxección. Redúcese a dificultade do proceso das pezas e mellórase a calidade dos materiais reforzados impregnados con resina. Reduce a dificultade de deseñar o porto de inxección de cola e o porto de escape do proceso RTM, mellora a capacidade de recheo de fluxo da resina e a calidade de impregnación da fibra pola resina.
(6) Use superficies ríxidas dobres para pechar o molde e use unha prensa hidráulica de gran tonelaxe para a presurización. O produto ten baixas desviacións de grosor e forma tridimensional. Co fin de garantir o efecto de selado do molde, utilízanse superficies ríxidas dobres para pechar o molde e utilízase unha prensa hidráulica de gran tonelaxe para a presurización, o que aumenta a forza de suxeición durante o proceso de moldaxe e reduce eficazmente o grosor e a desviación da forma. das partes.
(7) O produto ten excelentes propiedades de superficie e calidade. Usando tecnoloxía de pulverización en molde e moldes de alto brillo, as pezas poden obter unha calidade aparente de alta precisión en moi pouco tempo.
(8) Ten unha alta estabilidade e repetibilidade do proceso. O uso da tecnoloxía de inxección e compresión post-inxección mellora moito a capacidade de fluxo de recheo de moldes da resina, reduce efectivamente a probabilidade de defectos do proceso e ten unha alta repetibilidade do proceso.
3. Tecnoloxías clave de procesos
(1) Tecnoloxía de preformado de materiais reforzados con fibra
A tecnoloxía de preformado de fibras inclúe principalmente: preformas téxtiles, de malla e de trenza; preformas de costura; preformas de inxección de fibra picada; preformas de prensado en quente, etc. Entre elas, a tecnoloxía de conformación de prensado en quente é a máis utilizada. Nesta tecnoloxía, o axente de conformación é a garantía básica, e a tecnoloxía de moldes de preformado e prensado de fibras son a clave para a conformación da fibra. Para o proceso HP-RTM, a estrutura da peza é relativamente sinxela, polo que o molde de conformación tamén é relativamente sinxelo. A clave reside en como controlar o molde de conformación e as ferramentas de presurización para presurizar e moldear de forma eficaz e ordenada mediante procedementos de deseño e control.
(2) Tecnoloxía de medición, mestura e inxección de resina de alta precisión
A mestura e inxección da resina do proceso HP-RTM inclúe principalmente dous sistemas: o material principal de resina e a resina de pulverización no molde. A clave do seu control reside no sistema de medición de resina de alta precisión, a tecnoloxía de mestura rápida e uniforme e a tecnoloxía de autolimpeza dos equipos de mestura. O material principal de resina de proceso HP-RTM debe medirse con precisión a alta temperatura e alta presión, o que require un equipo de bomba dosificadora de alta precisión. A mestura uniforme e a autolimpeza da resina require o deseño dun cabezal de mestura múltiple eficiente, autolimpador.
(3) Uniformidade do campo de temperatura do molde de moldeo e deseño de selado
Durante o proceso HP-RTM, a uniformidade do campo de temperatura do molde de moldeo non só determina e afecta o fluxo e o rendemento de recheo da resina na cavidade do molde, senón que tamén ten un gran impacto no rendemento da infiltración da fibra e no rendemento xeral. do material composto e a tensión interna do produto. . Polo tanto, é necesario empregar un quecemento medio combinado cun deseño de circuíto de aceite de circulación eficiente e razoable. O rendemento de selado do molde determina directamente o fluxo de resina e as características de recheo do molde, así como a capacidade de evacuación do proceso de moldeo. É unha ligazón clave que afecta o rendemento do produto. É necesario deseñar a posición, método e cantidade de aneis de selado segundo o produto. Ao mesmo tempo, é necesario resolver os problemas de selado na brecha de axuste do molde, o sistema de expulsión, o sistema de baleiro e outras posicións para garantir que non haxa fugas de aire durante o proceso de recheo de resina para garantir o rendemento da peza.
(4) Prensa hidráulica de alta precisión e a súa tecnoloxía de control
No proceso HP-RTM, o control da brecha de peche do molde no proceso de recheo de resina e o control da presión no proceso de prensado requiren a garantía dun sistema de prensa hidráulica eficiente e de alta precisión. Ao mesmo tempo, a tecnoloxía de control oportuna debe proporcionarse segundo as necesidades do proceso de inxección de cola e do proceso de prensado para garantir a continuidade do proceso de moldaxe.
 Galego
Galego
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



